Applied Technical Services Dimensional Inspections department offers Surface Roughness Measurement services to predict the performance of your machined component, its flatness accuracy, or detect any defect or irregularities on a sample’s surface. All our services comply with the following quality standards and applicable requirements of ANSI/NCSL Z540-1, 10 CFR 50 Appendix B, and 10 CFR Part 21. Upon request, ATS’ Dimensional Inspections department can provide services that are ISO/IEC 17025:2017 accredited and ISO 9001:2015 registered.
Surface Roughness Measurement, otherwise known as surface metrology, assesses surface area of a given product or material. Most engineering drawings call out surface finish requirements besides dimensions and tolerances on a part. This type of surface topography assessment is essential in determining whether the surface in question is suitable for functionality purposes. Engineered parts will benefit from this service the most due to the crucial requirement of precise engineering.
How is Surface Roughness Measured?
Surface Roughness Measurement is calculated by the relative roughness of your product’s surface area and is expressed as a single numeric parameter, Sa, or Ra, if the calculation involves calculating the roughness of a product’s linear profile. Roughness can also be measured by a surface roughness comparator or a profilometer that measures surface profile.
ATS’ Surface Roughness Measurement Capabilities
Flatness Accuracy
Flat surfaces are ideal for dimensional inspections as well as the overall functionality of the product. If a part needs to fit into a section or another part, or if a part may require lubrication, it is important that the flatness of a surface be accurate. ATS Calibrations can ensure the accuracy of a surface with ISO 17025-Accredited flatness accuracy measurements.
Defect Analysis
After a component has been processed or used, the material’s surface can become worn and imperfections may arise. Surface defects can hinder performance and effectiveness which is important for products that require longevity. Prosthetics, for example, can be measured for general wear and other irregularities after removal and before replacement which is beneficial for future prosthetic procedures. ATS’ Calibrations department can help ensure that your product or mechanical component is performing at the highest level of efficiency.
Process Control
ATS’ Calibrations department will ensure the reliability of your product to aid in the control of machining and finishing processes and enhance consistency. It is important to measure the surface roughness of a product to ensure that output and associated processes are not outside of established standards and specifications.
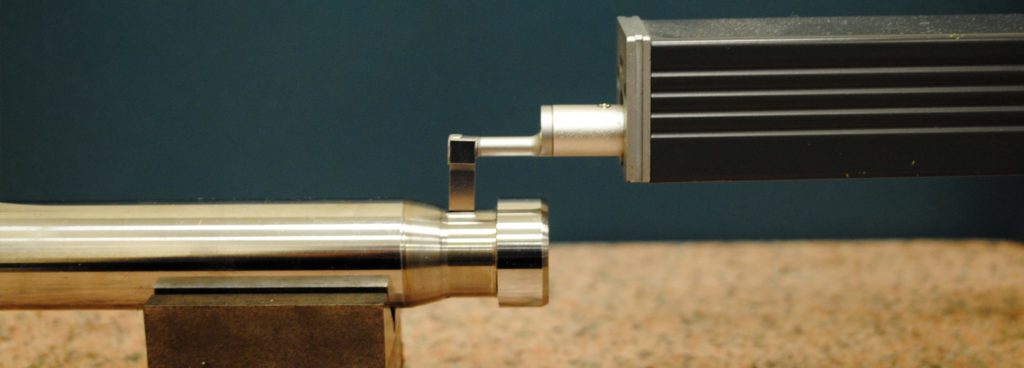
Our Surface Roughness Tester: Mitutoyo SJ-301
ATS’ Dimensional Inspections Lab, uses the Mitutoyo SJ-301 to conduct surface finish testing. Below are its measuring specs and capabilities:
- Measuring Range:
- 360 micrometers/0.02 micrometers (14400 micro-inches/.8 micro-inches)
- 100 micrometers/0.006 micrometers (4000 micro-inches/.2 micro-inches)
- 25 micrometers/0.002 micrometers (1000 micro-inches/.08 micro-inches)
- Measuring Speed:
- In the measurement: 0.25 mm/s (.01 inch/s), 0.5 mm/s (.02 inch/s), 0.75 mm/s (.03 inch/s)
- In the return: 1 mm/s (.04 inch/s)
- Measuring Force/Stylus Tip:
- 0.75mN type: 0.75mN/2 micrometers 60°, 4mN type: 4mN/5 micrometers 90°