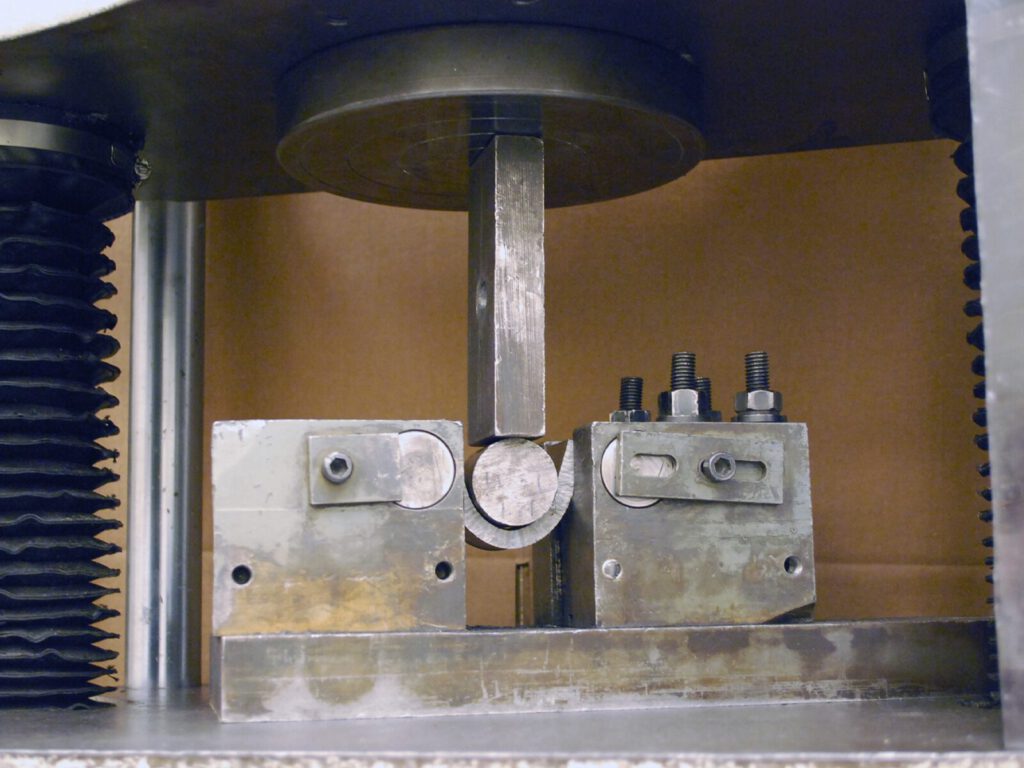
Applied Technical Services (ATS) performs a side bend test to determine the ductility and strength of a material.
Applications of Side Bend Testing
A side bend test is similar to face and root bend tests and is often used as a quality control procedure for butt-welds. It is a straightforward and low-cost qualitative method where specimens are bent and as a result, the side of the weld is on the outside or convex surface.
This test can uncover defects in the interior and fusion zones of welds that can reveal cracking, inclusions, an absence of sidewall or root fusion, reduced penetration, excessive undercut, or inner porosity.
Our Testing Procedure
Testing specifications will vary depending on the mandrel size. ATS implements several free-form or guided bend tests for samples up to 180°. Most often, the outer surface of the bend undergoes plastic deformation, exposing any defects or embrittlement of the material composition by premature failure.
Our technicians depend on this test for procedure qualifications, welder performance qualifications, and material qualifications. A side bend test ensures that the weld metal and heat-affected zone (HAZ) displays the correct mechanical properties from properly fused weld and base materials.
Bend Testing Standards
- ASTM E190-92
- Various AWS Welding Codes
- BS EN 910
- ISO 9606 and 15614 Part 1
- ASME BPVC Section IX
- Numerous other Welding and Materials Specifications
Methods and Analysis
Our services include an extensive variety of nondestructive, destructive, and metallurgical weld testing methods and analysis, including:
- Tensile Testing
- Failure Analysis
- Load Testing
- Impact Testing
- Nick Breaks
- Hardness Testing
- Magnetic Particle Testing
- Radiography
- Ultrasonic Testing
ATS – A Leader in Testing and Inspections
For over 50 plus years, Applied Technical Services has provided exceptional inspection, testing, and consulting engineering services. Our weld testing expertise allows us to deliver accurate findings in compliance with industry standards and specifications.
Our services support an array of industries such as aerospace, automotive, construction, manufacturing, defense/military, energy, nuclear, oil and gas, pulp and paper, steel/aluminum, and shipyards/maritime.
Contact Us
Call ATS at +1 (888) 287-5227 for more information on a side bend test or a free quote today.